Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Ervaringen uitwisselen, voor beginnende CNC-er
- Topicstarter hoeby
- Startdatum
Het is een fraai begin. Maar ben er nog niet.
De randen zijn nog een beetje ruw, dus je ontkomt niet dat je met een schuurpapiertje het e.e.a. bijwerkt. Maar anderzijds, ik heb nog niet veel cnc gefreesd, omdat mijn goedkope spindel snel stuk ging. Nu zit er een fatsoenlijke spindel op, en kan ik ook dingen gaan proberen.
De randen zijn nog een beetje ruw, dus je ontkomt niet dat je met een schuurpapiertje het e.e.a. bijwerkt. Maar anderzijds, ik heb nog niet veel cnc gefreesd, omdat mijn goedkope spindel snel stuk ging. Nu zit er een fatsoenlijke spindel op, en kan ik ook dingen gaan proberen.
Brandaris
Forum veteraan
Hoeby, in plaats van triplex/multiplex kan je beter een kunststof nemen om een servo-houder te maken , multiplex/triplex wordt zwak na het bewerken door dat er weinig vlees blijft staan en dat heb je met kunststof niet!
probeer hem is te maken van een oude broodsnijplank of van perspex !
probeer hem is te maken van een oude broodsnijplank of van perspex !
Piet, Dat is een goede tip.
Dat multiplex zwakker zou worden, daar had ik al aan gedacht. De oppervlakte van de verlijmde lagen is heel klein geworden. De schroef gaat wel door alle lagen, ook door de onderste. Waardoor het wel 1 geheel is.
Even gaan zoeken naar een geschikt stuk kunststof. Heb wel POM liggen, maar dit is volgens mij wat vetter, waardoor verlijmen in je toestel wel eens een probleem zou kunnen zijn.
Dat multiplex zwakker zou worden, daar had ik al aan gedacht. De oppervlakte van de verlijmde lagen is heel klein geworden. De schroef gaat wel door alle lagen, ook door de onderste. Waardoor het wel 1 geheel is.
Even gaan zoeken naar een geschikt stuk kunststof. Heb wel POM liggen, maar dit is volgens mij wat vetter, waardoor verlijmen in je toestel wel eens een probleem zou kunnen zijn.
Vandaag nog wat gefreesd, waarbij opgemerkt werd dat ik nog wat instellingen niet goed heb (denk ik).
Als ik een rondje frees, waarbij de frees langs de buitenzijde loopt, dan klopt de maat.
Dus een rondje van 25mm, word dan ook 25mm.
Maar als ik een rondje frees, waarbij de frees langs de binnenzijde loopt. Dan wijkt het af. Om een gaatje van 4,5mm te frezen, moet ik de frees een gaatje van 4,2mm laten frezen.
Heeft iemand enig idee, waardoor dit zo ontstaat?
Als ik een rondje frees, waarbij de frees langs de buitenzijde loopt, dan klopt de maat.
Dus een rondje van 25mm, word dan ook 25mm.
Maar als ik een rondje frees, waarbij de frees langs de binnenzijde loopt. Dan wijkt het af. Om een gaatje van 4,5mm te frezen, moet ik de frees een gaatje van 4,2mm laten frezen.
Heeft iemand enig idee, waardoor dit zo ontstaat?
Ik heb het rondje getest met een boor, dat ziet er heel goed uit.
De buitendiameter heb ik getest met een buis, die binnendiameter van 25 heeft. Ook dat ziet er goed uit.
Freesdiameter moet goed zijn. Anders zou de buitenmaat ook niet kloppen
Ik kan de backlash nog eens meten. Heb laatst ergens een mooie manier gezien, met een digitale schuifmaat, die je vooraf op 0.0 instelt. Dan laat je de frees verplaatsen, dan zie je exact wat erop staat. Nu heb ik het met een normale schuifmaat gedaan
De buitendiameter heb ik getest met een buis, die binnendiameter van 25 heeft. Ook dat ziet er goed uit.
Freesdiameter moet goed zijn. Anders zou de buitenmaat ook niet kloppen
Ik kan de backlash nog eens meten. Heb laatst ergens een mooie manier gezien, met een digitale schuifmaat, die je vooraf op 0.0 instelt. Dan laat je de frees verplaatsen, dan zie je exact wat erop staat. Nu heb ik het met een normale schuifmaat gedaan
met mach3 kan dat ook.
verplaats 1 as zeg 100mm dan meten dat voer je in en mach3 past het dan aan dan nog eens om te kijken of het dan klopt.
met kogel omloop spindels heb je hier geen last van de speling is dan bijna niet meet baar.
met backlash is me dat nog nooit gelukt om het goed te krijgen lager passing is dan geen doen.
meet de frees ook goed op 1/10 is 2/10 verschil in het werk.
verplaats 1 as zeg 100mm dan meten dat voer je in en mach3 past het dan aan dan nog eens om te kijken of het dan klopt.
met kogel omloop spindels heb je hier geen last van de speling is dan bijna niet meet baar.
met backlash is me dat nog nooit gelukt om het goed te krijgen lager passing is dan geen doen.
meet de frees ook goed op 1/10 is 2/10 verschil in het werk.
Wat voor spindels heb je ?
Zijn de verschillen aan het begin van de tafel, halverwege en aan het eind hetzelfde ?
Zit er geen ruimte op de koppeling tussen motor en spindel ?
Zomaar wat vragen om je op weg te helpen en een indruk te krijgen waar je moet zoeken.
De enige 2 manieren om exacte passingen te kunnen frezen zijn nastelbare kogelomloopspindels of externe terugkoppeling van een digitale liniaal.
Mach3 is een goed programma en met minimale speling moet je daar 0,05 nauwkeurig mee kunnen frezen.
Backlash heb je bijna altijd, de vraag alleen is hoe nauwkeurig je wil frezen.
Zijn de verschillen aan het begin van de tafel, halverwege en aan het eind hetzelfde ?
Zit er geen ruimte op de koppeling tussen motor en spindel ?
Zomaar wat vragen om je op weg te helpen en een indruk te krijgen waar je moet zoeken.
De enige 2 manieren om exacte passingen te kunnen frezen zijn nastelbare kogelomloopspindels of externe terugkoppeling van een digitale liniaal.
Mach3 is een goed programma en met minimale speling moet je daar 0,05 nauwkeurig mee kunnen frezen.
Backlash heb je bijna altijd, de vraag alleen is hoe nauwkeurig je wil frezen.
Ik heb trapezium spindels, met kunststof moeren
De koppeling op de motor/spindel heb ik gecheckt, is niet te voelen in ieder geval.
Of er verschil is tussen begin, halverwege of einde weet ik niet. Dat heb ik niet geprobeerd, zou ik moeten proberen en nakijken.
In Mach3 had ik voorheen al een backlash ingevoerd. Maar dit was gemeten met een gewone schuifmaat. Misschien nog eens doen maar dan met een digitale.
Hoe kleiner het object dat je freest, hoe meer dat je merkt als ik de backlash niet goed heb staan. Als het object groter wordt, dan zal deze afwijking hetzelfde zijn, maar valt minder op.
De koppeling op de motor/spindel heb ik gecheckt, is niet te voelen in ieder geval.
Of er verschil is tussen begin, halverwege of einde weet ik niet. Dat heb ik niet geprobeerd, zou ik moeten proberen en nakijken.
In Mach3 had ik voorheen al een backlash ingevoerd. Maar dit was gemeten met een gewone schuifmaat. Misschien nog eens doen maar dan met een digitale.
Hoe kleiner het object dat je freest, hoe meer dat je merkt als ik de backlash niet goed heb staan. Als het object groter wordt, dan zal deze afwijking hetzelfde zijn, maar valt minder op.
Als je spindelmoeren goed strak zitten moet je met een gewone schuifmaat het wel kunnen meten.
Zet eerst je backlash op 0, start Mach3 opnieuw en ga dan meten.
Meet minimaal 3x de backlash over 1 as tegelijk en voer dat in.
Investeer eens in een micrometer, maakt het een stuk eenvoudiger om regelmatig je afwijking te meten.
Ik meet ongeveer 4x per jaar de afwijking na het afstellen van de spindelmoeren op voorspanning.
Misschien wat overdreven voor je toepassing, ligt eraan hoe veel afwijking je wilt tolereren en hoeveel je freest.
Zet eerst je backlash op 0, start Mach3 opnieuw en ga dan meten.
Meet minimaal 3x de backlash over 1 as tegelijk en voer dat in.
Investeer eens in een micrometer, maakt het een stuk eenvoudiger om regelmatig je afwijking te meten.
Ik meet ongeveer 4x per jaar de afwijking na het afstellen van de spindelmoeren op voorspanning.
Misschien wat overdreven voor je toepassing, ligt eraan hoe veel afwijking je wilt tolereren en hoeveel je freest.
als je over een groote af stand meet is de fout ook groter als je die er dan uit weet te halen kom je nog beter uit.
daar heb je een punt wat ik ff vergeten was.
Heb gisteren even de X en Y as opnieuw gemeten.
Nu ik ermee bezig was, om in mach3 de instellingen te doen. Denk ik dat ik 1 van de problemen gevonden heb, waarom het niet exact klopte.
Ik had bij de eerste testen ooit een maat ingegeven in mach3, maar die was niet exact. Later heb ik het toen met een schuifmaat gemeten, maar vergeten eerst de waarde op 0 te zetten. Ik ben dus een aanpassing aan het meten, terwijl de software al met een aanpassing aan het werken is.
Heb nog niets kunnen testen, daarvoor werd het te laat.
Nu ik ermee bezig was, om in mach3 de instellingen te doen. Denk ik dat ik 1 van de problemen gevonden heb, waarom het niet exact klopte.
Ik had bij de eerste testen ooit een maat ingegeven in mach3, maar die was niet exact. Later heb ik het toen met een schuifmaat gemeten, maar vergeten eerst de waarde op 0 te zetten. Ik ben dus een aanpassing aan het meten, terwijl de software al met een aanpassing aan het werken is.
Heb nog niets kunnen testen, daarvoor werd het te laat.
De laatste tijd nog diverse dingen gedaan met de machine. Gaat steeds beter. Meestal als er iets niet lukt zoals het moet. Dan is het mijn fout dat ergens een tekenfoutje heb.
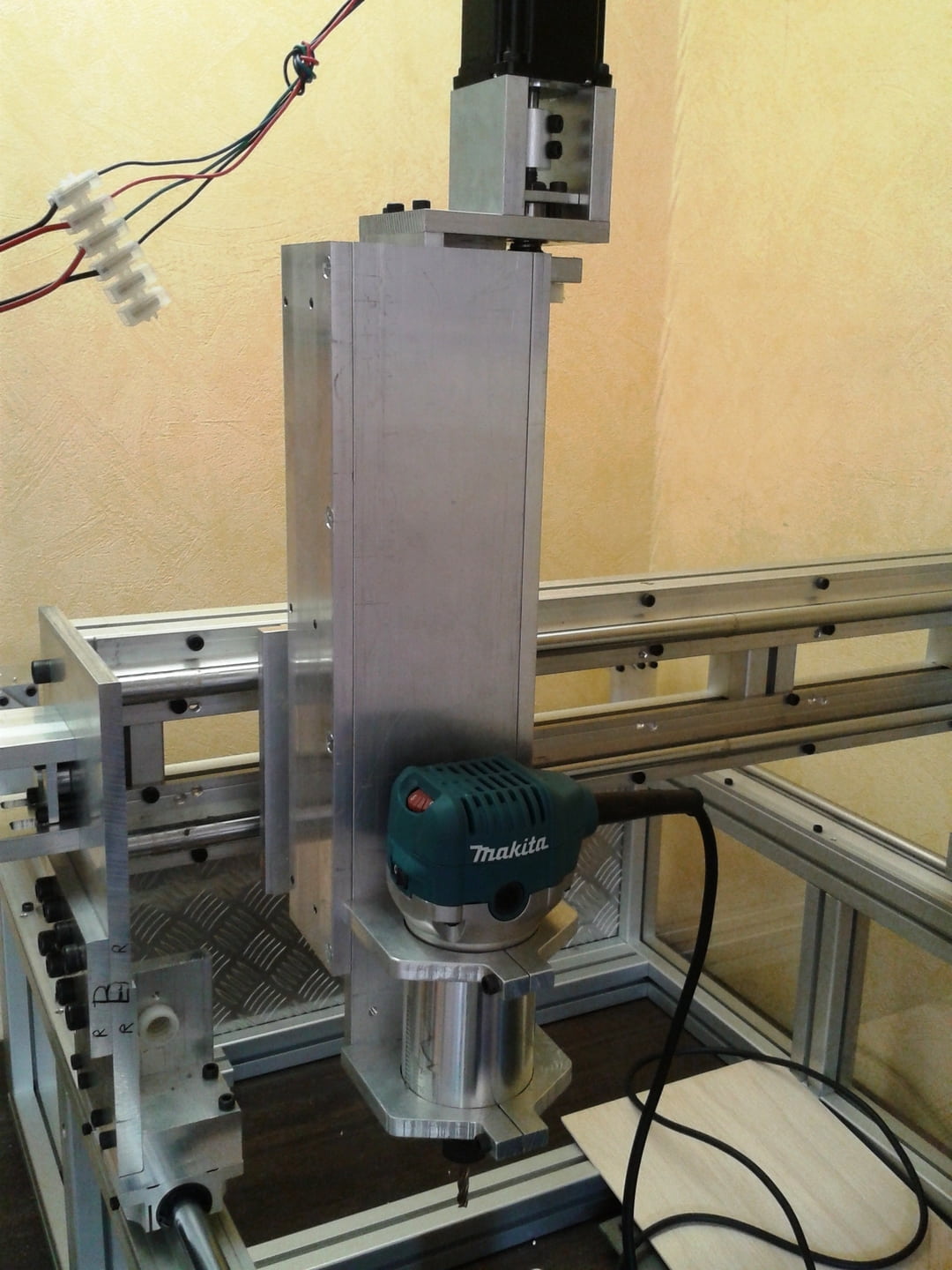
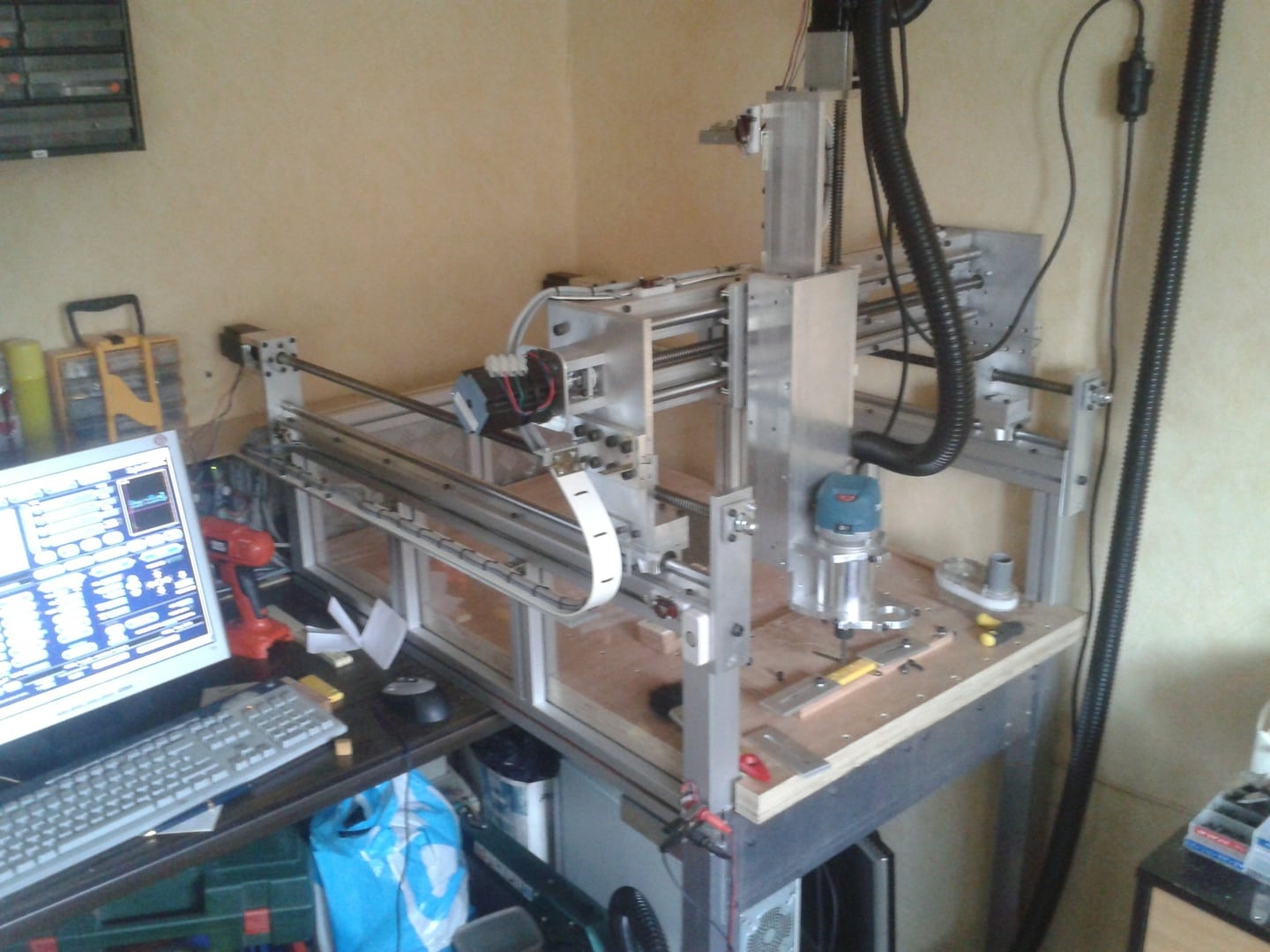
Aangezien de CNC me bevalt, maar het bereik wat klein is. Wil ik de machine gaan aanpassen. Momenteel beweegt de tafel voor de X-as. Nu wil ik de tafel vast gaan maken, en dat het bovenstuk met frees zich gaat verplaatsen. Buiten afmetingen van de machine blijft hetzelfde. Dus ik heb geen extra plek nodig om de machine kwijt te kunnen, maar krijg er wel 35cm extra frees ruimte bij.
Hier een foto van hoe de machine ooit was. De Z-as is al aangepast. maar krijgt nog een face-lift in de toekomst. Maar eerst de X-as aanpassen

Het idee is om de zwarte voor en achterplaat (nu nog kunststof) te vervangen voor aluminium. De aluminium profielen die nu aan de zijkanten zitten, worden een aantal cm naar het midden verplaatst. hiermee komt er plaats om nieuwe geleiders te plaatsen, zonder dat de breedte van de Y-as aangepast hoeft te worden.
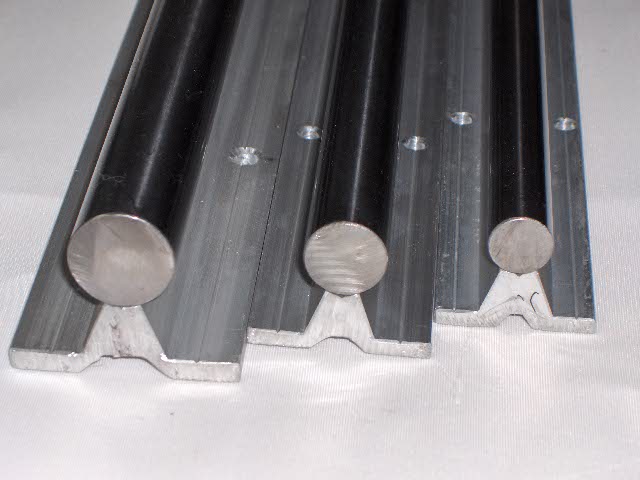
De geleiders die ik wil gebruiken zijn de ondersteunde lineaire ronde geleiders. Alleen nu komt de vraag, kan je deze geleiders ook zijwaarts monteren?
Heb een klein tekeningetje gemaakt, om duidelijk te maken.
Het zwarte vierkant is het aluminium profiel. De rode is de ondersteunde geleider. Het groene is de zijkant en onderzijde van de Y-as

Het type geleider dat ik wil gaan gebruiken
Aangezien de CNC me bevalt, maar het bereik wat klein is. Wil ik de machine gaan aanpassen. Momenteel beweegt de tafel voor de X-as. Nu wil ik de tafel vast gaan maken, en dat het bovenstuk met frees zich gaat verplaatsen. Buiten afmetingen van de machine blijft hetzelfde. Dus ik heb geen extra plek nodig om de machine kwijt te kunnen, maar krijg er wel 35cm extra frees ruimte bij.
Hier een foto van hoe de machine ooit was. De Z-as is al aangepast. maar krijgt nog een face-lift in de toekomst. Maar eerst de X-as aanpassen
Het idee is om de zwarte voor en achterplaat (nu nog kunststof) te vervangen voor aluminium. De aluminium profielen die nu aan de zijkanten zitten, worden een aantal cm naar het midden verplaatst. hiermee komt er plaats om nieuwe geleiders te plaatsen, zonder dat de breedte van de Y-as aangepast hoeft te worden.
De geleiders die ik wil gebruiken zijn de ondersteunde lineaire ronde geleiders. Alleen nu komt de vraag, kan je deze geleiders ook zijwaarts monteren?
Heb een klein tekeningetje gemaakt, om duidelijk te maken.
Het zwarte vierkant is het aluminium profiel. De rode is de ondersteunde geleider. Het groene is de zijkant en onderzijde van de Y-as
Het type geleider dat ik wil gaan gebruiken
Laatst bewerkt door een moderator: